国产高清免费不卡观看-国产高清免费-国产高清毛片-国产高清乱码无卡女大生-国产高清久久99-国产高清精品自在线看
+
微信號:
語言切換+微信彈窗
點擊復制微信
首頁
產品展示
C4鋼管件
C4 鋼法蘭
C4鋼閥門
C4鋼泵及鑄件
鋁制容器及非標設備
C4鋼材料
新聞閱讀
公司動態
公司簡介
公司資質
生產現場
售后服務
聯系我們
您的位置:
首頁
->
信息動態
->
公司動態
新聞導航
合作伙伴
公司動態
上海C4鋼
推薦產品
C4儲罐
C4鋼無縫鋼管
C4法蘭蓋
襄陽C4鋼公司對C4鋼焊接工藝說明
來源:
www.hbnit.com
發布日期: 2017年01月06日
襄陽C4鋼公司對C4鋼焊接工藝說明宜采用冷加工法。若采用熱加工方法,對影響焊接質量的表面層,應用冷加工方法去除。焊接坡口應保持平整,不得有裂紋、分層、夾雜等缺陷,形式和尺寸應符合相應規定。
襄陽C4鋼公司
對C4鋼焊接工藝說明
襄陽C4鋼
,
襄陽C4鋼廠
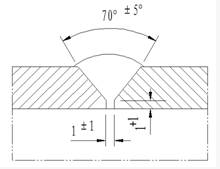
講述一、坡口制備
1、宜采用冷加工法。若采用熱加工方法,對影響焊接質量的表面層,應用冷加工方法去除。
2、焊接坡口應保持平整,不得有裂紋、分層、夾雜等缺陷,形式和尺寸應符合相應規定。
3、坡口表面及兩側(以離坡口邊緣的距離計焊條電弧焊各10mm)應將水、鐵銹、油污、積渣和其它有害雜質清理干凈。
4、為防止沾附焊接飛濺,坡口兩側各100mm范圍內應刷涂料。
5、焊條選用C4鋼專用焊條,須經250℃烘干、保溫1小時。
6、坡口形式見下圖。
二、焊接環境
1、焊接環境出現下列任一情況時,須采取有效防護措施,否則否則禁止施焊。
A)風速:氣體保護焊時大于2m/s,其他焊接方法大于10m/s;
B)相對濕度大于90%;
C)雨雪環境;
D)焊件溫度低于-20℃。
2、當焊件溫度為0~-20℃時,應在始焊處100mm范圍內預熱到15℃以上。
三、組對
1、組對時,坡口間隙、錯邊量、棱角度應符合規定。
2、盡量避免強力組裝,定位焊縫間距要符合規定。
3、定位焊縫不得有裂紋,否則應清除重焊。如存在氣孔、夾渣時也應去除。
四、焊接
1、應在引弧板或坡口內引弧,禁止在非焊接部位引弧。縱焊縫應在引出板上收弧,弧坑應填滿。
2、防止地線、電纜線、焊鉗與焊件打弧。
3、電弧擦傷處的弧坑需經修磨,使其均勻過渡到母材表面,修磨的深度應不大于該部位鋼材厚度δ的5%且不大于2mm,否則應予補焊。
4、對有沖擊試驗要求的焊件應當認真控制線能量,每條焊道的線能量都不高于評定合格數值。
5、用焊條電弧焊或氣焊焊接管子時,一般應采用多層焊,各焊層焊道的接頭應盡量錯開。
6、受壓元件角焊縫的根部應保證焊透。
7、雙面焊須清理焊根,顯露出正面打底的焊縫金屬。
8、接弧處應保證焊透與熔合。
9、施焊過程中應控制層間溫度不超過規定的范圍。當焊件預熱時,應控制層間溫度不得低于預熱溫度
10、每條焊縫應盡可能一次焊完。
11、采用錘擊消除殘余應力時,一層焊縫和蓋面層焊縫不宜錘擊。
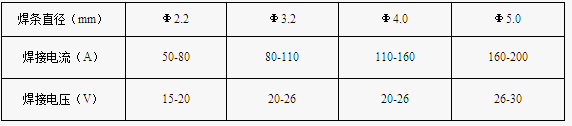
12、焊接參數
盡量采用直流電源,短弧焊接
五、焊接接頭的表面質量要求如下:
1、不得有表面裂紋、未焊透、未熔合、表面氣孔、弧坑、未填滿和肉眼可見的夾渣等缺陷,焊縫上的熔渣和兩側的飛濺物必須清除。
2、焊縫與母材應圓滑過渡。
3、焊縫表面不得咬邊。
上一條
湖北威爾夫機械有限公司企業標準
下一條
湖南C4鋼公司對C4鋼性能及產品簡介
【相關文章】
襄陽C4鋼材料公司對C4材料幾點說明
襄陽C4鋼廠家帶你了解?機械密封使用注…
襄陽C4鋼廠家?告訴你什么叫做雙相不銹鋼
襄陽C4鋼公司教你如何正確選用蝶閥
襄陽C4鋼材料廠淺談未來蒸汽系統閥門的…
【相關產品】
C4儲罐
大型容器
C4鋼儲罐
鋁罐現場維修
產品中心
C4材料
C4管件
C4法蘭
C4閥門
C4泵及鑄件
鋁制容器及非標設備
新聞中心
合作伙伴
公司動態
上海C4鋼
關于我們
公司簡介
聯系我們
在線留言
聯系我們
電話:
13972234946
地址:襄陽市高新區深圳工業園深圳大道恒寶科創園24號樓
郵箱:hbwefjx@126.com
掃碼查看手機端
聲明:部分素材來源于網絡,如有侵權,請告知我們刪除!
備案號:
鄂ICP備2022012560號-1
網站首頁
產品中心
添加微信
電話咨詢
成人亚洲性情网站WWW在线观看
|
按摩师的巨大滑进我的身体
|
偷窥无罪之诱人犯罪
|
精品无码黑人又粗又大又长
|
八戒八戒WWW资源高清
|
亚洲AV无码久久寂寞少妇
|
女人与牛ZOZO
|
国产日产欧产精品精品推荐免费
|
中文字幕热久久久久久久
|
特区爱奴在线观看
|
乱中年女人伦AV二区
|
国产成人a在线看片色欲AV
|
影音先锋男人资源站
|
熟女高潮精品一区二区绯乐
|
老熟女@TUBEUMTV
|
国产CHINESE中国HDXX
|
中国GAY片男同志免费网站
|
偷窥 亚洲 另类 图片 熟女
|
蜜中蜜3在线观看视频
|
国产精品人人妻人色五月
|
377人体粉嫩噜噜噜
|
小12箩利洗澡无码视频网站
|
欧美巨大巨粗黑人性AAAAAA
|
国产熟女一区二区三区五月婷
|
A毛片毛片看免费
|
亚洲成A人片在线观看国产
|
人妻免费一区二区三区最新
|
精品国产一区二区三区久久久狼
|
成 人 黄 色 网 站 在线观
|
亚洲中文字幕乱码AV波多JI
|
天美传媒国色天香乱码
|
免费无码成人AV在线播放
|
国产天堂AV手机在线
|
啊轻点灬大JI巴太粗太长了网站
|
熟妇女人妻丰满少妇中文字幕性生活
|
看成年女人午夜毛片免费
|
国产精品爽爽VA在线观看无码
|
日产无码精品一区二区三区
|
久久久久亚洲精品男人的天堂
|
国产成人一区二区青青草原
|
97人人超碰国产精品最新O
|
亚洲VA欧美VA国产VA综合
|
日韩一区二区三区精品
|
邻居把我弄的高潮三次面舞
|
国产精品久久一区二区三区蜜桃
|
日韩AV一区二区三区
|
胯下粗长挺进人妻体内电影
|
国产猛男猛女超爽免费视频
|
把腿张开老子臊烂你的小说
|
伊人久久大香线蕉AV不卡
|
无翼乌之无遮全彩浩君奶
|
人妻少妇久久精品电影
|
久久久久久久性潮
|
国产午夜片无码区在线观看
|
槽溜2021入口一二三四
|
在公车上拨开内裤进入毛片
|
亚洲AV午夜成人片精品
|
色欲老女人人妻综合网
|
久久综合狠狠综合久久综合88
|
国产女人精品视频国产灰线
|
草草影院精品一区二区三区
|
中文无码熟妇人妻AV在线
|
亚洲国产精品一区二区第四页
|
蜜桃无码一区二区三区
|
护士下面好湿好紧好大
|
国产成人人人97超碰超爽8
|
wwwxxx亚洲
|
中文无码乱人伦中文视频播放
|
亚洲精品成人片在线播放
|
无码办公室丝袜OL中文字幕
|
日本人妻丰满熟妇久久久久久不卡
|
美女内射毛片在线看
|
精品精品国产高清A级毛片
|
国产精品久久久久久久久免费
|
超碰97人人模人人爽人人喊
|
24小时日本高清在线播放
|
亚洲午夜精品久久久久久人妖
|
亚洲AⅤ成人精品无码
|
熟妇人妻VA精品中文字幕
|
人妻无码第一区二区三区
|
久久人人做人人妻人人玩精品HD
|
韩国V欧美V亚洲V日本
|
国产成人亚洲综合网站小说
|
波多野结衣无码中文字幕18禁
|
尤物娇妻被NP高H
|
亚洲乱码日产精品B在线
|
小受呻吟高潮GV在线观看
|
少妇人妻偷人精品无码视频新浪
|
欧美人与动牲猛交XXXXBBB
|
久久夜色精品国产欧美乱
|
精品国产一区二区三区香蕉
|
国产熟女高潮精品视频区
|
国产AV无码区亚洲
|
吃瓜曝光黑料155FUN
|
W永久939W乳液
|
67194熟妇在线直接进入百度
|
一面膜上边一面膜下边53分钟
|
亚洲高清中文字幕在线看不卡
|
午夜成人爽爽爽视频在线观看
|
色又黄又爽18禁免费网站
|
日本WWW一道久久久免费
|
欧美精产国品一二三类产品
|
每天都在挨CAO中醒来H
|
久久久久久久久蜜桃
|
精品国产熟女成人AV
|
国内精品卡一卡二卡三
|
国产精品毛片Av无码一区二区
|
高跟丝袜AV专区
|
吃瓜爆料黑料不打烊
|
白种女BBWBBWBBW
|
JAVASCRIPT的成熟分类
|
99精品国产福久久久久久蜜桃
|
中文无码日韩欧免费视频
|
一本一本久久A久久精品综合麻豆 一本一本久久A久久精品综合
|
被老汉耸动呻吟双性美人
|
JLZZJLZZ全部女高潮
|
99精品国产在热久久无毒不卡
|
综合色天天鬼久久鬼色
|
余生请多指教在线观看免费全集
|
免费看含羞草AV片成人网址
|
久久人妻AV无码中文专区
|
久久精品国产导航
|
久久99国产精品成人
|
久久69精品久久久久久HB
|
精品无码国模私拍视频
|
精品国产一区二区三区噜噜噜
|
天天摸日日添狠狠添婷婷
|
试看AAAA啪啪片120秒
|
熟女乱色一区二区三区
|
水蜜桃国产成人精品网站
|
天码AV无码一区二区三区四区
|
舌尖伸入湿嫩蜜汁呻吟
|
太多了太满了肚子装不下了
|
天天想你视频免费观看西瓜
|
天天看片在线完整版
|
无码人妻久久久一区二区三区
|
五月丁香综合激情六月久久
|
午夜无码一区二区三区在线观看
|
香蕉直播永久免费版APP
|
亚洲AV六月丁香七月婷婷
|
亚洲AV无码日韩AV无码导航
|
亚洲AV综合AV成人网在线观看
|
亚洲国产成人精品无码区在线播放
|
亚洲国产精品久久久久蜜桃
|
亚洲精品无码7777
|
亚洲小说区图片区另类春色
|
一区二区中文字幕最近第九页
|
泳池里强摁做开腿呻吟
|
中文字幕被公侵犯的漂亮人妻
|
综合偷自拍亚洲乱中文字幕
|
ASS鲜嫩鲜嫩PICS日本
|
JZZIJZZIJ亚洲成熟少妇
|
餐桌下手指噗呲噗呲
|
出轨 无码 论坛
|
国产成人亚洲精品另类动态图
|
国产精品麻花传媒二三区别
|
国产亚洲精品国产福APP
|
好男人在线观看无遮挡版
|
精品无码人妻被多人侵犯AV
|
久久午夜夜伦鲁鲁片无码免费
|
免费SM虐女调教网站视频
|
欧美黑粗大在线观看
|
人与动人物XXXX毛片在线播放
|
色欲AV伊人久久大香线蕉影院
|
无码AV最新无码AV专区
|
亚洲AV无码AV在线播放
|
亚洲熟妇成人精品二区蜜臀
|
在公交车上弄到高C了怎么办
|
97色偷偷色噜噜狠狠爱网站97
|
办公室撕开奶罩揉吮奶漫画
|
夫では満足できない人妻
|
国产乱人伦偷精精品视频
|
精品国产乱码久久久久久浪潮
|
久久亚洲精品中文字幕
|
女人两腿扒开图片大全
|
日产精品卡1卡2卡三卡区别
|
天天躁夜夜躁狠狠是什么心态
|
亚洲AV无码性色AV无码网站
|
亚洲熟妇AV一区二区三区漫画
|
337P日本欧洲亚洲大胆
|
波多野结衣AV高清中文
|
国产精品 视频一区 二区三区
|
国内偷自第一区二区三区
|
久久人搡人人玩人妻精品首页
|
欧美 亚洲 国产 日韩 综AⅤ
|
日本一线产区和韩国二线产区区别
|
无码超级大爆乳在线播放
|
亚洲国产精品无码久久98蜜桃
|
岳两腿之间白嫩的小缝
|
ぱらだいす天堂中文网WWW
|
国产V综合V亚洲欧
|
激情综合色五月丁香六月欧美
|
麻豆视传媒官方直接进入
|
人人妻人人爽人人
|
国产啪精品视频网站免费尤物
|
精品无码一区二区三区不卡
|
男人J桶进女人P无遮挡在线观看
|
日本五月天婷久久网站
|
性猛交富婆Ⅹ×××乱大交
|
一本久久A精品一区二区
|











 網站首頁
網站首頁
 產品中心
產品中心
 添加微信
添加微信
 電話咨詢
電話咨詢